










塑料模具設計與制造中注塑模具的基本系統組成
注塑模具不輪是二板模、三板模還是熱流道模,都是由動模和定模兩大部分組成。在塑料模具設計和制造過程中根據模具中各個部件的不同作用,注塑模具一般又可以分成八個主要組成部分。
一:成型零件
注塑模具成型零件是構成模具型腔部分的零件,包括內模鑲件、型芯和側抽芯等,內模鑲件包括凹模和凸模,它們是賦予塑料模具制品成型形狀和尺寸的基本零件。
二:排氣系統
注塑模具排氣系統是熔體填充時將型腔內空氣排出模具以及開模時讓空氣及時進入型腔,避免產生真空的結構。一般來說,能排氣的結構也能進氣。排氣的方式包括分模面排氣、排氣槽排氣、鑲件排氣、推桿排氣和排氣桿排氣等。
三:結構件
注塑模具結構件包括模架板、支撐柱、限位件等。模架又分為定模和動模,其中定模包括面板、流道推板、定模A板;動模包括推板、動模B板、托板、撐鐵、底板、推桿固定板和推桿底板、撐住等;限位件則由定距分型機構、開閉器、限位螺釘、先復位機構、復位彈簧、復位桿等。
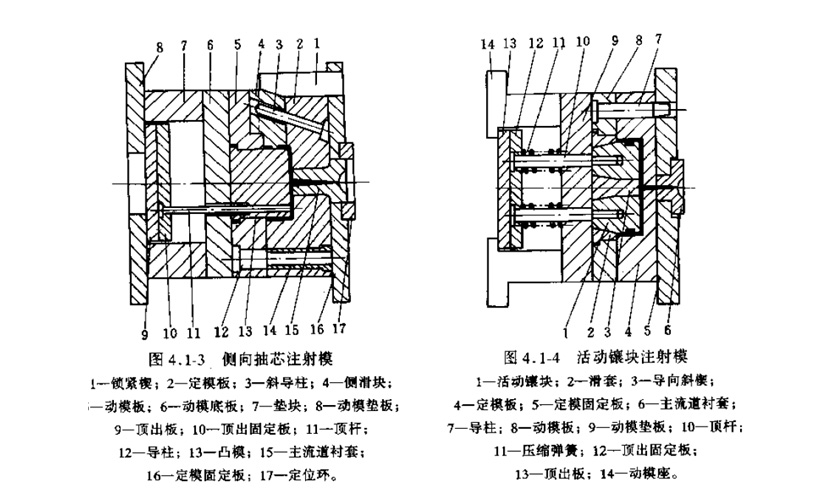
四:側向抽芯機構
當塑料模具制品的側向有凹凸及孔等結構,在塑料被推出之前,必須先抽拔側向的型芯或鑲件,才能使塑料模具制品順利脫模。側向抽芯機構包括:斜導柱、滑塊、斜滑塊、斜推桿、彎銷、T形扣、液壓缸及彈簧等零件。
五:澆注系統
澆注系統是注塑模具中熔體進入型腔之前的一條過渡通道,其作用是將熔融的塑料原料由注射機射嘴印象閉合的模腔。澆注系統的設計直接影響注塑模具的生產效率和塑料模具制品的成型質量,澆口的形式、位置和數量將決定模架的形式。
六:溫度調節系統
注塑模具的溫度控制系統包括冷卻和加熱兩個方面,但絕大多數以冷卻為主,因為熔體射入模具時的溫度一般在200-300攝氏度之間,塑料模具制品從模具中推出時,溫度一般在60-80攝氏度之間。熔體釋放的熱量都被注塑模具吸收,模具吸收了熔體的熱量溫度必然升高,為了滿足模具溫度對注塑加工工藝的要求,需要將模具中的熱量源源不斷的適當降低,以便對注塑模具溫度進行比較精確的控制,以達到塑料模具加工要求。
七:脫模系統
脫模系統又稱之為推出系統,是實現塑料模具制品安全無損壞脫模的基本機構,其結構較為復雜,形式多樣,最常用的有推桿推出、推管推出、推板推出、氣動推出、螺紋自動脫模及復合方式的推出方法。
八:導向定位系統
導向定位系統在注塑模具中主要包括導向系統和定位系統兩部分,導向系統主要包括動、定模的導柱導套和側向抽芯機構的導向槽等。定位系統主要包括便所和錐面定位結構,它們的作用是保證動模與定模閉合式能準確定位,脫模時運動更可靠,以及注塑模具在工作時更好的承受側向力。
就其實際功用可以看出,以上八種基本系統在塑料模具設計與制造中都顯的非常重要,作為專業的注塑塑料模具加工生產廠家來講,一定要嚴以律己,把控好每一個系統的穩定安全運行,才能更好的確保塑料模具制品的基本質量。
請廣大客戶注意:
由于本公司各規格尺寸已有塑料模具數量已達3000種之多,所以如果您沒有在網站中找到合適的產品,可以查看麗臣塑業的電子畫冊,主要分為高鐵和市政專用!如果您希望以最短的時間內找到您想要的產品,請撥打麗臣熱線:0573-82606007
麗臣塑業主營產品:現澆塑料模板,六角護坡模具、高鐵水泥護欄模具、溝蓋板模具、路沿石模具、彩磚模具、井蓋模具等一系列水泥制品塑料、鋼模具及配套的機械設備配件等,如條紋磚條紋機、脫模機、高鐵護欄離心機、加料機等。


上一篇: 塑料模具加工中注塑模內模鑲件外形尺寸設計
下一篇: 塑料模具加工過程中注塑模具的設計思路

